Soudage à l’arc avec fil fourré
Un type de FCAW ne nécessite pas de gaz de protection. Cela est rendu possible par le noyau de flux dans l’électrode consommable tubulaire. Cependant, ce noyau ne contient pas seulement du flux. Il contient également divers ingrédients qui, lorsqu’ils sont exposés aux températures élevées du soudage, génèrent un gaz de protection pour protéger l’arc. Ce type de FCAW est intéressant car il est portable et présente généralement une bonne pénétration dans le métal de base. En outre, il n’est pas nécessaire de tenir compte des conditions de vent. Certains inconvénients de ce procédé sont qu’il peut produire une fumée excessive et nocive (ce qui rend difficile de voir le bain de soudure). Comme pour tous les procédés de soudage, il faut choisir l’électrode appropriée pour obtenir les propriétés mécaniques requises. L’habileté de l’opérateur est un facteur important, car une mauvaise manipulation de l’électrode ou un mauvais réglage de la machine peut provoquer une porosité.
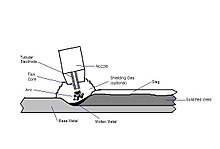
Un autre type de FCAW utilise un gaz de protection qui doit être fourni par une source externe. Ce type de soudage est connu de manière informelle sous le nom de soudage « double écran ». Ce type de FCAW a été développé principalement pour le soudage des aciers de construction. En fait, étant donné qu’il utilise à la fois une électrode fourrée et un gaz de protection externe, on pourrait dire qu’il s’agit d’une combinaison de soudage à l’arc sous gaz (GMAW) et à l’arc avec fil fourré (FCAW). Les gaz de protection les plus souvent utilisés sont soit du dioxyde de carbone pur, soit des mélanges argon-dioxyde de carbone. Le mélange le plus couramment utilisé est composé de 75 % d’argon et de 25 % de dioxyde de carbone. Ce style particulier de FCAW est préférable pour le soudage de métaux plus épais et hors position. Le laitier créé par le flux est également facile à éliminer. Les principaux avantages de ce procédé sont que, dans un environnement d’atelier fermé, il produit généralement des soudures aux propriétés mécaniques meilleures et plus constantes, avec moins de défauts de soudure que les procédés SMAW ou GMAW. En pratique, il permet également d’augmenter la cadence de production, puisque l’opérateur n’a pas besoin de s’arrêter périodiquement pour aller chercher une nouvelle électrode, comme c’est le cas avec le procédé SMAW. Cependant, comme le GMAW, il ne peut pas être utilisé dans un environnement venteux, car la perte du gaz de protection due au flux d’air produira une porosité dans la soudure.