Spawanie łukowe z rdzeniem topnikowym
Jeden z rodzajów FCAW nie wymaga stosowania gazu osłonowego. Jest to możliwe dzięki rdzeniowi topnika znajdującemu się w rurkowej elektrodzie topliwej. Rdzeń ten zawiera jednak nie tylko topnik. Zawiera on również różne składniki, które pod wpływem wysokiej temperatury spawania wytwarzają gaz osłonowy do ochrony łuku. Ten rodzaj FCAW jest atrakcyjny, ponieważ jest przenośny i zazwyczaj charakteryzuje się dobrym wtopieniem w metal podstawowy. Również, wietrzne warunki nie muszą być brane pod uwagę. Niektóre wady to fakt, że proces ten może wytwarzać nadmierną ilość szkodliwego dymu (utrudniając obserwację jeziorka spawalniczego). Podobnie jak w przypadku wszystkich procesów spawania, aby uzyskać wymagane właściwości mechaniczne, należy wybrać odpowiednią elektrodę. Umiejętności operatora są ważnym czynnikiem, ponieważ niewłaściwa manipulacja elektrodą lub ustawienie maszyny może powodować porowatość.
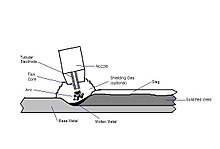
Inny rodzaj FCAW wykorzystuje gaz osłonowy, który musi być dostarczany z zewnętrznego źródła. Jest to nieformalnie znane jako spawanie w „podwójnej osłonie”. Ten rodzaj FCAW został opracowany głównie do spawania stali konstrukcyjnych. W rzeczywistości, ponieważ wykorzystuje się zarówno elektrodę topnikową, jak i zewnętrzny gaz osłonowy, można powiedzieć, że jest to połączenie spawania gazowo-metalowego (GMAW) i spawania łukowego z rdzeniem topnikowym (FCAW). Najczęściej stosowane gazy osłonowe to dwutlenek węgla lub mieszanki dwutlenku węgla z argonem. Najczęściej stosowaną mieszanką jest 75% argon 25% dwutlenek węgla. Ten szczególny rodzaj FCAW jest preferowany do spawania grubszych i niepozycjonowanych metali. Żużel tworzony przez topnik jest również łatwy do usunięcia. Główną zaletą tego procesu jest to, że w zamkniętym środowisku warsztatowym, generalnie daje on spoiny o lepszych i bardziej spójnych właściwościach mechanicznych, z mniejszą ilością wad spawalniczych niż procesy SMAW lub GMAW. W praktyce pozwala to również na zwiększenie tempa produkcji, ponieważ operator nie musi okresowo zatrzymywać się po nową elektrodę, jak ma to miejsce w przypadku SMAW. Jednakże, podobnie jak GMAW, nie może być stosowany w wietrznym środowisku, ponieważ utrata gazu osłonowego w wyniku przepływu powietrza spowoduje powstanie porowatości w spoinie.