Saldatura ad arco con filo animato
Un tipo di FCAW non richiede gas di protezione. Questo è reso possibile dal nucleo di flusso nell’elettrodo consumabile tubolare. Tuttavia, questo nucleo contiene più di un semplice flusso. Contiene anche vari ingredienti che, esposti alle alte temperature della saldatura, generano un gas di protezione per proteggere l’arco. Questo tipo di FCAW è attraente perché è portatile e generalmente ha una buona penetrazione nel metallo di base. Inoltre, le condizioni di vento non devono essere considerate. Alcuni svantaggi sono che questo processo può produrre un fumo eccessivo e nocivo (rendendo difficile vedere il bagno di saldatura). Come per tutti i processi di saldatura, l’elettrodo adeguato deve essere scelto per ottenere le proprietà meccaniche richieste. L’abilità dell’operatore è un fattore importante in quanto una manipolazione impropria dell’elettrodo o l’impostazione della macchina possono causare porosità.
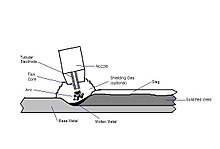
Un altro tipo di FCAW usa un gas di protezione che deve essere fornito da una fonte esterna. Questo è conosciuto informalmente come saldatura a “doppio schermo”. Questo tipo di FCAW è stato sviluppato principalmente per la saldatura di acciai strutturali. Infatti, dato che utilizza sia un elettrodo animato che un gas di protezione esterno, si potrebbe dire che è una combinazione di gas metallico (GMAW) e saldatura ad arco animato (FCAW). I gas di protezione più spesso utilizzati sono l’anidride carbonica pura o le miscele di argon e anidride carbonica. La miscela più comunemente usata è 75% argon 25% anidride carbonica. Questo particolare stile di FCAW è preferibile per la saldatura di metalli più spessi e fuori posizione. La scoria creata dal flusso è anche facile da rimuovere. Il principale vantaggio di questo processo è che in un ambiente di officina chiusa, produce generalmente saldature con proprietà meccaniche migliori e più consistenti, con meno difetti di saldatura rispetto ai processi SMAW o GMAW. In pratica, permette anche un tasso di produzione più elevato, poiché l’operatore non ha bisogno di fermarsi periodicamente per prendere un nuovo elettrodo, come avviene nello SMAW. Tuttavia, come il GMAW, non può essere usato in un ambiente ventoso perché la perdita del gas di protezione dal flusso d’aria produrrà porosità nella saldatura.