Vloeibooglassen
Eén soort FCAW vereist geen beschermgas. Dit wordt mogelijk gemaakt door de fluxkern in de buisvormige verbruikselektrode. Deze kern bevat echter meer dan alleen flux. Hij bevat ook diverse ingrediënten die bij blootstelling aan de hoge temperaturen van het lassen een beschermgas genereren dat de vlamboog beschermt. Dit type FCAW is aantrekkelijk omdat het draagbaar is en over het algemeen een goede penetratie in het basismetaal heeft. Ook hoeft geen rekening te worden gehouden met winderige omstandigheden. Enkele nadelen zijn dat dit proces overmatige, schadelijke rook kan produceren (waardoor het moeilijk is het lasbad te zien). Zoals bij alle lasprocessen moet de juiste elektrode worden gekozen om de vereiste mechanische eigenschappen te verkrijgen. De vaardigheid van de bediener is een belangrijke factor, aangezien onjuiste manipulatie van de elektrode of onjuiste opstelling van de machine poreusheid kan veroorzaken.
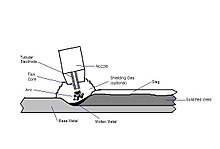
Een andere vorm van FCAW maakt gebruik van een beschermgas dat door een externe bron moet worden toegevoerd. Dit wordt informeel “dubbelbeschermingslassen” genoemd. Deze vorm van FCAW werd in de eerste plaats ontwikkeld voor het lassen van constructiestaal. Aangezien bij dit soort lassen zowel een elektrode met gevulde draad als een extern beschermgas wordt gebruikt, kan men in feite zeggen dat het een combinatie is van lassen met gasmetaal (GMAW) en lassen met gevulde boog (FCAW). De meest gebruikte beschermgassen zijn ofwel zuivere kooldioxide ofwel argon-kooldioxidemengsels. Het meest gebruikte mengsel is 75% argon 25% kooldioxide. Deze specifieke vorm van FCAW verdient de voorkeur bij het lassen van dikkere en uit positie liggende metalen. De slak die door de flux ontstaat, is bovendien gemakkelijk te verwijderen. De belangrijkste voordelen van dit proces zijn dat het in een gesloten werkplaats over het algemeen lassen oplevert met betere en consistentere mechanische eigenschappen, met minder lasdefecten dan het SMAW- of het GMAW-proces. In de praktijk maakt het ook een hogere productiesnelheid mogelijk, aangezien de operator niet periodiek hoeft te stoppen om een nieuwe elektrode te halen, zoals bij SMAW het geval is. Net als GMAW kan het echter niet worden gebruikt in een winderige omgeving, omdat het verlies van het beschermgas door de luchtstroom poreusheid in de las zal veroorzaken.