Speeds and Feeds 101 – In The Loupe Speeds and Feeds 101
Understanding Speeds and Feed Rates
NOOT: Dit artikel behandelt de snelheden en aanvoersnelheden voor freesgereedschap, in tegenstelling tot draaigereedschap.
Voordat een snijgereedschap gebruikt wordt, is het noodzakelijk om de snijsnelheden en aanvoersnelheden van het gereedschap te begrijpen, ook wel “snelheden en aanvoersnelheden” genoemd. Snelheden en voedingen zijn de snijvariabelen die bij elke freesbewerking worden gebruikt en variëren voor elk gereedschap op basis van freesdiameter, bewerking, materiaal, enz. Inzicht in de juiste snelheden en voedingen voor uw gereedschap en bewerking is van cruciaal belang voordat u begint met bewerken.
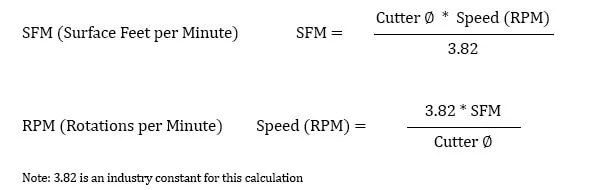
Het is eerst noodzakelijk om elk van deze factoren te definiëren. Snijsnelheid, ook wel oppervlaktesnelheid genoemd, is het snelheidsverschil tussen het gereedschap en het werkstuk, uitgedrukt in eenheden van afstand in de tijd, bekend als SFM (surface feet per minute). SFM is gebaseerd op de verschillende eigenschappen van het materiaal in kwestie. De snelheid, die omwentelingen per minuut (RPM) wordt genoemd, is gebaseerd op de SFM en de diameter van het snijgereedschap.
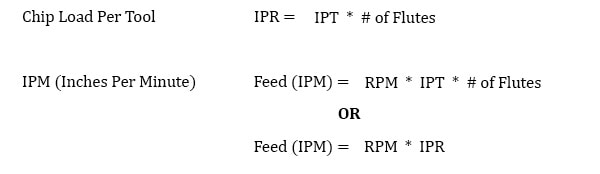
Terwijl snelheden en voedingen veelgebruikte termen zijn bij het programmeren van de snijplotter, worden de ideale bedrijfsparameters ook door andere variabelen beïnvloed. De snelheid van de frees wordt gebruikt bij de berekening van de voedingssnelheid van de frees, gemeten in Inches Per Minute (IPM). Het andere deel van de vergelijking is de spaanbelasting. Het is belangrijk op te merken dat spaanlading per tand en spaanlading per gereedschap verschillend zijn:
- Spaanlading per tand is de juiste hoeveelheid materiaal die een snijkant van het gereedschap moet verwijderen in een enkele omwenteling. Dit wordt gemeten in Inches Per Tooth (IPT).
- Spaanderbelasting per gereedschap is de juiste hoeveelheid materiaal die door alle snijkanten van een gereedschap in één omwenteling wordt verwijderd. Dit wordt gemeten in Inches Per Revolution (IPR).
Een te grote spaanlading kan spanen in de frees opeenhopen, waardoor de spaan slecht wordt afgevoerd en uiteindelijk breekt. Een te kleine spaanlading kan wrijving, klapperen, doorbuigen en een slechte snijwerking veroorzaken.
Material Removal Rate
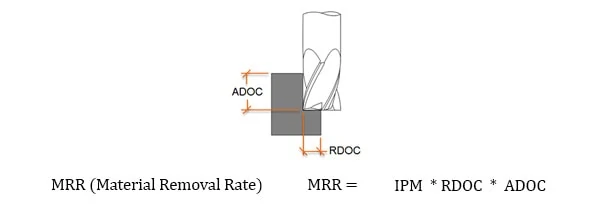
Material Removal Rate (MRR), hoewel geen onderdeel van het snijgereedschapprogramma, is een handige manier om de efficiëntie van een gereedschap te berekenen. MRR houdt rekening met twee zeer belangrijke bedrijfsparameters: Axial Depth of Cut (ADOC), of de afstand waarop een gereedschap een werkstuk langs de middellijn grijpt, en Radial Depth of Cut (RDOC), of de afstand waarop een gereedschap in een werkstuk stapt.
De snijdiepte van het gereedschap en de snelheid waarmee het snijdt, kunnen worden gebruikt om te berekenen hoeveel kubieke inch per minuut (in3/min) uit een werkstuk wordt verwijderd. Deze vergelijking is uiterst nuttig om snijgereedschappen te vergelijken en te onderzoeken hoe de cyclustijden kunnen worden verbeterd.
snijsnelheden en voedingen in de praktijk
Weliswaar worden veel van de snijparameters bepaald door het gereedschap en het materiaal van het werkstuk, maar de snedededieptes zijn ook van invloed op de voedingssnelheid van het gereedschap. De snededieptes worden bepaald door de bewerking die wordt uitgevoerd – dit wordt vaak onderverdeeld in sleuven, voorbewerken en afwerken, maar er zijn nog veel meer specifieke bewerkingstypes.
Veel fabrikanten van gereedschappen bieden handige snelheids- en voedseltabellen die speciaal voor hun producten zijn berekend. Harvey Tool biedt bijvoorbeeld de volgende tabel voor een 1/8″ diameter frees, gereedschap #50308. Een klant kan de SFM voor het materiaal links vinden, in dit geval 304 roestvrij staal. De spaanbelasting (per tand) kan worden gevonden door de gereedschapsdiameter bovenaan te kruisen met het materiaal en de bewerkingen (gebaseerd op axiale en radiale snijdiepte), gemarkeerd in de afbeelding hieronder.
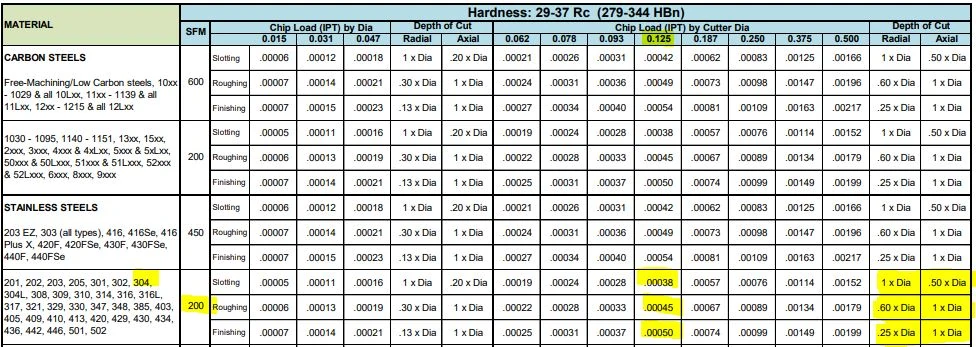
De volgende tabel berekent de snelheden en voedingen voor dit gereedschap en materiaal voor elke bewerking, gebaseerd op de bovenstaande tabel:
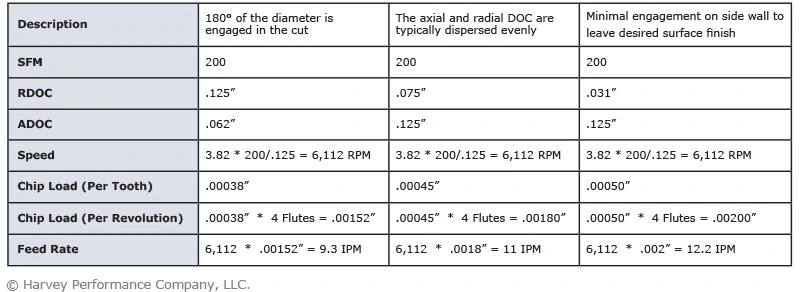
Andere belangrijke overwegingen
Elke bewerking beveelt een unieke spaanbelasting aan per snijdiepte. Dit resulteert in verschillende voedingssnelheden, afhankelijk van de bewerking. Aangezien de SFM gebaseerd is op het materiaal, blijft deze constant voor elke bewerking.
Spindelsnelheid Cap
Zoals hierboven getoond, wordt de snijsnelheid (RPM) bepaald door de SFM (gebaseerd op materiaal) en de snijdiameter. Bij miniatuurgereedschap en/of bepaalde materialen levert de toerentalberekening soms een onrealistisch spiltoerental op. Bijvoorbeeld, een .047″ frees in 6061 aluminium (SFM 1,000) zou een toerental van ~81,000 RPM opleveren. Aangezien deze snelheid alleen haalbaar is met hoge snelheid luchtspindels, kan het zijn dat de volledige SFM van 1.000 niet haalbaar is. In een dergelijk geval is het aan te bevelen het gereedschap te laten draaien op het maximale toerental van de machine (waar de machinist zich prettig bij voelt) en de juiste spaanbelasting voor de diameter aan te houden. Dit levert optimale parameters op, gebaseerd op de topsnelheid van de machine.
Effectieve freesdiameter
Bij gehoekte gereedschappen verandert de freesdiameter langs de LOC. Helical gereedschap #07001 bijvoorbeeld, een afkantfrees met schuine vertanding, heeft een puntdiameter van 0,060″ en een hoofd-/schachtdiameter van 0,250″. In een scenario waar het gebruikt wordt om een randafsnijding van 60° te maken, zou de eigenlijke snijactie ergens tussen de tip en de hoofd/schachtdiameter plaatsvinden. Ter compensatie kan onderstaande vergelijking worden gebruikt om de gemiddelde diameter langs de afschuining te vinden.
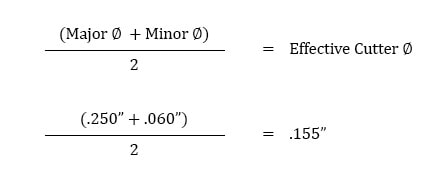
Met deze berekening is de effectieve snijdiameter .155″, die zou worden gebruikt voor alle snelheden en voedingen berekeningen.
Niet-lineair pad
Voedingssnelheden gaan uit van een lineaire beweging. Er zijn echter gevallen waarin het pad een boog maakt, zoals bij een pockethoek of een cirkelvormige interpolatie. Net zoals het verhogen van de DOC de hoek van aangrijping op een gereedschap vergroot, doet het nemen van een niet-lineaire baan dat ook. Bij een binnenhoek wordt meer van het gereedschap ingeschakeld en bij een buitenhoek minder. De voedingssnelheid moet worden gecompenseerd voor de extra of verminderde aanzet op het gereedschap.
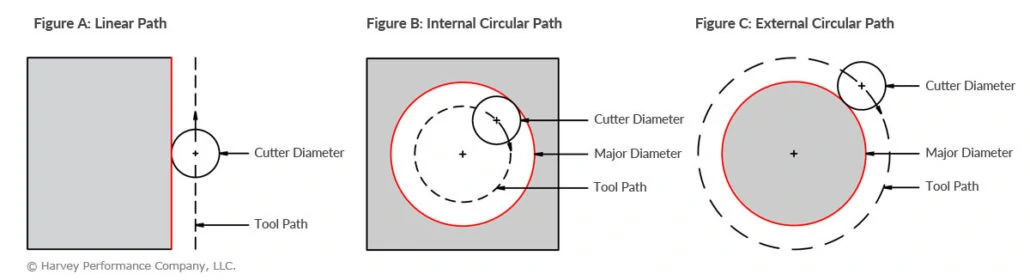
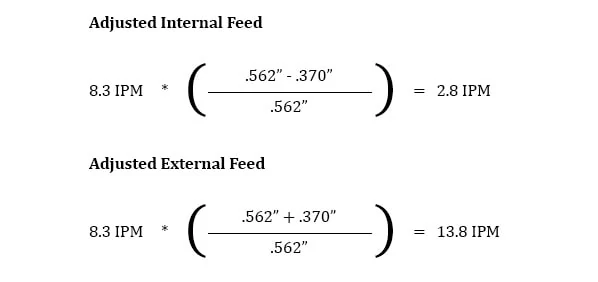
Deze aanpassing is nog belangrijker voor cirkelvormige interpolatie. Neem bijvoorbeeld een draadsnijtoepassing waarbij een frees een cirkelvormige beweging maakt rond een voorgeboord gat of cilinder. Voor interne afstelling moet de voedingssnelheid worden verlaagd om rekening te houden met de extra aanzet.
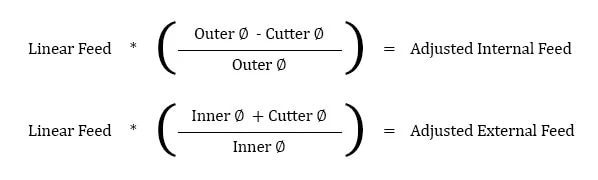
Neem dit voorbeeld, waarin een Harvey Tool schroefdraadfrees #70094, met een freesdiameter van 0,370″, een 9/16-18 binnendraad in 17-4 roestvrij staal bewerkt. Het berekende toerental is 2.064 RPM en de lineaire aanzet is 8,3 IPM. De schroefdraaddiameter van een 9/16 schroefdraad is .562″, wat wordt gebruikt voor de binnen- en buitendiameter in beide aanpassingen. Na het invoeren van deze waarden in de vergelijkingen hieronder, wordt de aangepaste interne voeding 2,8 IMP, terwijl de externe voeding 13,8 IPM wordt.
Klik hier voor het volledige voorbeeld.
Conclusie
Deze berekeningen zijn nuttige richtlijnen om een snijgereedschap optimaal te laten werken in verschillende toepassingen en materialen. De aanbevolen parameters van de fabrikant van het gereedschap zijn echter de beste plaats om te beginnen voor de eerste getallen. Daarna is het aan de ogen, oren en ervaring van de verspaner om de beste parameters te bepalen, die variëren per opstelling, gereedschap, machine en materiaal.
Klik op de volgende links voor meer informatie over parameters voor Harvey Tool en Helical producten.