Prędkości i posuwy 101
Zrozumienie prędkości i posuwów
Uwaga: Ten artykuł dotyczy prędkości i posuwów dla narzędzi frezujących, w przeciwieństwie do narzędzi tokarskich.
Przed użyciem narzędzia skrawającego, konieczne jest zrozumienie prędkości skrawania i posuwów, częściej określanych jako „prędkości i posuwy”. Prędkości i posuwy są zmiennymi skrawania używanymi w każdej operacji frezowania i różnią się dla każdego narzędzia w zależności od średnicy frezu, operacji, materiału, itp. Zrozumienie właściwych prędkości i posuwów dla danego narzędzia i operacji przed rozpoczęciem obróbki jest krytyczne.
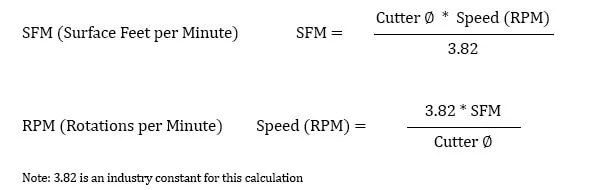
Najpierw należy zdefiniować każdy z tych czynników. Prędkość skrawania, zwana również prędkością powierzchniową, jest różnicą prędkości pomiędzy narzędziem a przedmiotem obrabianym, wyrażoną w jednostkach odległości w czasie, znaną jako SFM (stopy powierzchniowe na minutę). SFM zależy od różnych właściwości danego materiału. Prędkość, określana jako Rotations Per Minute (RPM) jest oparta na SFM i średnicy narzędzia tnącego.
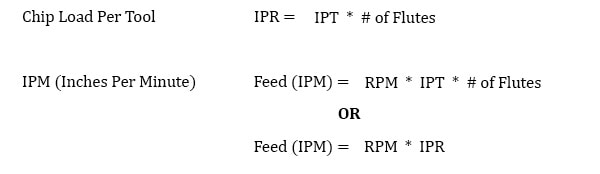
Ponieważ prędkości i posuwy są wspólnymi terminami używanymi w programowaniu frezów, na idealne parametry pracy mają wpływ również inne zmienne. Prędkość frezu jest używana do obliczania posuwu frezu, mierzonego w calach na minutę (IPM). Drugą częścią równania jest obciążenie wiórami. Ważne jest, aby pamiętać, że obciążenie wiórem na ząb i obciążenie wiórem na narzędzie są różne:
- Obciążenie wiórem na ząb to odpowiednia ilość materiału, którą jedna krawędź skrawająca narzędzia powinna usunąć podczas jednego obrotu. Jest to wartość mierzona w calach na ząb (IPT).
- Obciążenie na narzędzie to odpowiednia ilość materiału usuwana przez wszystkie krawędzie skrawające narzędzia w czasie jednego obrotu. Obciążenie to jest mierzone w calach na obrót (IPR).
Zbyt duże obciążenie wiórami może spowodować spiętrzenie wiórów w frezie, powodując słabe odprowadzanie wiórów i ewentualne pęknięcia. Zbyt małe obciążenie wiórami może powodować tarcie, drgania, odchylenia i słabą ogólną obróbkę.
Stopień usuwania materiału
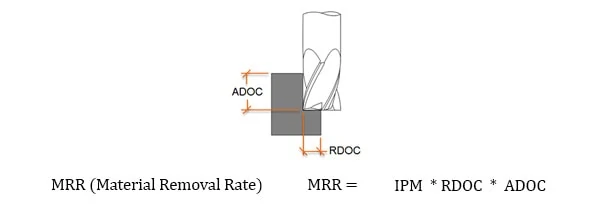
Stopień usuwania materiału (MRR), choć nie jest częścią programu narzędzia skrawającego, jest pomocnym sposobem na obliczenie wydajności narzędzia. MRR bierze pod uwagę dwa bardzo ważne parametry pracy: Axial Depth of Cut (ADOC), czyli odległość, na jaką narzędzie wchodzi w obrabiany przedmiot wzdłuż jego linii środkowej, oraz Radial Depth of Cut (RDOC), czyli odległość, na jaką narzędzie wchodzi w obrabiany przedmiot.
Głębokość skrawania narzędzia i szybkość, z jaką ono skrawa, można wykorzystać do obliczenia, ile cali sześciennych na minutę (in3/min) jest usuwanych z obrabianego przedmiotu. Równanie to jest bardzo przydatne do porównywania narzędzi skrawających i sprawdzania, jak można poprawić czasy cyklu.
Prędkości i posuwy w praktyce
Pomimo, że wiele parametrów skrawania jest ustalanych przez narzędzie i materiał obrabianego przedmiotu, głębokości skrawania również wpływają na posuw narzędzia. Głębokość skrawania jest podyktowana wykonywaną operacją – często dzieli się ją na obróbkę rowków, obróbkę zgrubną i wykańczającą, choć istnieje wiele innych, bardziej specyficznych rodzajów operacji.
Wielu producentów narzędzi dostarcza przydatne wykresy prędkości i posuwów obliczone specjalnie dla ich produktów. Na przykład, Harvey Tool dostarcza następujący wykres dla frezu o średnicy 1/8″, narzędzie #50308. Klient może znaleźć SFM dla materiału po lewej stronie, w tym przypadku 304 stali nierdzewnej. Obciążenie wiórami (na ząb) można znaleźć przecinając średnicę narzędzia na górze z materiałem i operacjami (w oparciu o osiową i promieniową głębokość skrawania), zaznaczone na poniższym obrazku.
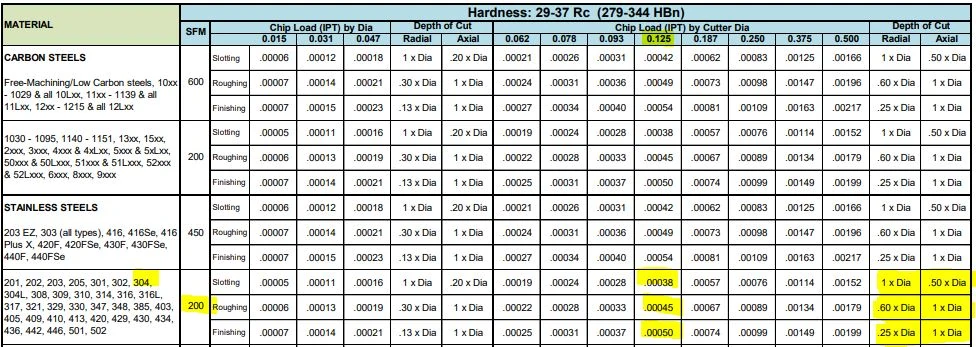
Następująca tabela oblicza prędkości i posuwy dla tego narzędzia i materiału dla każdej operacji, na podstawie powyższego wykresu:
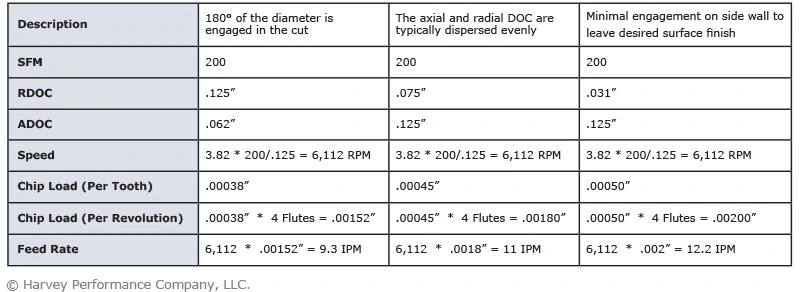
Inne ważne uwagi
Każda operacja wymaga unikalnego obciążenia wiórami na głębokość skrawania. Skutkuje to różnymi wartościami posuwu w zależności od operacji. Ponieważ SFM jest zależne od materiału, pozostaje stałe dla każdej operacji.
Kapsel prędkości wrzeciona
Jak pokazano powyżej, prędkość skrawania (RPM) jest określona przez SFM (zależne od materiału) i średnicę frezu. Z miniaturowych narzędzi i / lub niektórych materiałów obliczenie prędkości czasami daje nierealistyczne prędkości wrzeciona. Na przykład, frez .047″ w aluminium 6061 (SFM 1,000) daje prędkość ~81,000 RPM. Ponieważ taka prędkość jest osiągalna tylko przy zastosowaniu wysokoobrotowych wrzecion pneumatycznych, pełna wartość SFM 1.000 może być nieosiągalna. W takim przypadku zaleca się, aby narzędzie pracowało z maksymalną prędkością maszyny (która jest wygodna dla operatora) oraz aby utrzymywać odpowiedni dla średnicy ładunek wiórów. To daje optymalne parametry oparte na maksymalnej prędkości maszyny.
Efektywna średnica frezu
Narzędzia kątowe mają średnicę frezu zmieniającą się wzdłuż LOC. Na przykład, narzędzie spiralne #07001, frez do fazowania z płaskim zakończeniem i spiralnym rowkiem, ma średnicę końcówki .060″ i średnicę większą/główną .250″. W przypadku użycia narzędzia do wykonania załamania krawędzi pod kątem 60°, rzeczywiste cięcie będzie miało miejsce pomiędzy średnicą wierzchołka a średnicą główną/chwytem. Aby to skompensować, poniższe równanie może być użyte do znalezienia średniej średnicy wzdłuż fazy.
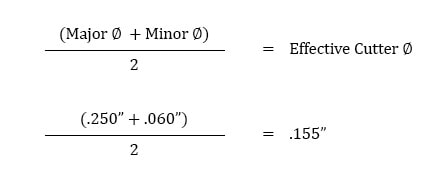
Przy użyciu tego obliczenia, efektywna średnica frezu wynosi .155″, która będzie używana do wszystkich obliczeń Prędkości i Posuwów.
Nieliniowa ścieżka
Posuw zakłada ruch liniowy. Istnieją jednak przypadki, w których ścieżka przybiera kształt łuku, np. w narożu kieszeni lub interpolacji kołowej. Tak jak zwiększenie DOC zwiększa kąt zaangażowania narzędzia, tak samo jest z przyjęciem nieliniowej ścieżki. W przypadku naroża wewnętrznego, zaangażowana jest większa część narzędzia, a w przypadku naroża zewnętrznego, mniejsza. Prędkość posuwu musi być odpowiednio skompensowana dla zwiększonego lub zmniejszonego zaangażowania narzędzia.
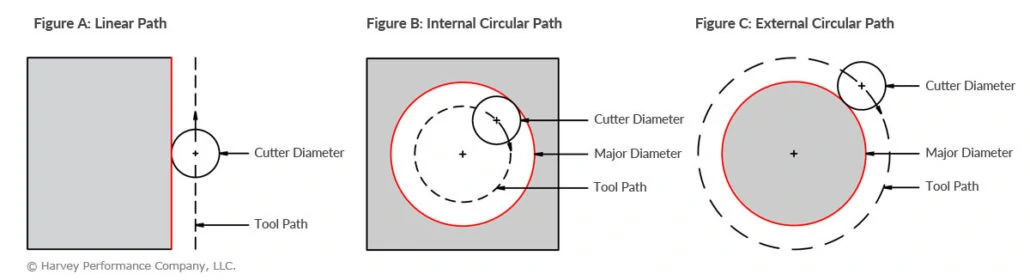
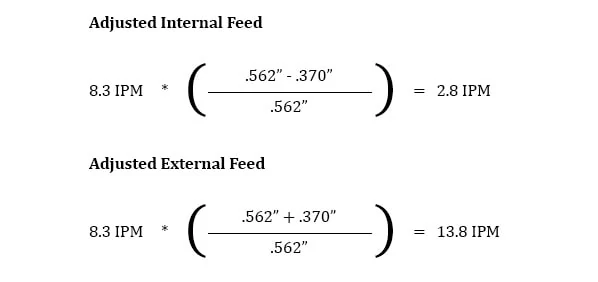
Ta regulacja jest jeszcze ważniejsza w przypadku interpolacji kołowej. Weźmy, na przykład, aplikację gwintowania, w której frez wykonuje ruch kołowy wokół wywierconego otworu lub gniazda. W przypadku regulacji wewnętrznej, posuw musi być zmniejszony, aby uwzględnić dodatkowe zaangażowanie. W przypadku regulacji zewnętrznej, posuw musi być zwiększony z powodu mniejszego zaangażowania narzędzia.
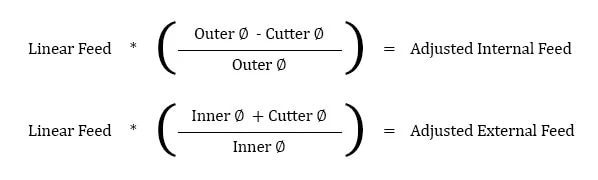
Przypomnijmy ten przykład, w którym frez do gwintów Harvey Tool #70094, o średnicy frezu .370″, obrabia gwint wewnętrzny 9/16-18 w stali nierdzewnej 17-4. Obliczona prędkość wynosi 2,064 RPM a posuw liniowy 8.3 IPM. Średnica gwintu 9/16 wynosi .562″, która jest używana dla średnicy wewnętrznej i zewnętrznej w obu korektach. Po wprowadzeniu tych wartości do poniższych równań, skorygowany posuw wewnętrzny wynosi 2,8 IMP, a posuw zewnętrzny 13,8 IPM.
Kliknij tutaj aby zobaczyć pełny przykład.
Wniosek
Obliczenia te są użytecznymi wskazówkami do optymalnej pracy narzędzia skrawającego w różnych zastosowaniach i materiałach. Jednakże, parametry zalecane przez producenta narzędzia są najlepszym miejscem do rozpoczęcia obliczeń wstępnych. Następnie, to oczy, uszy i doświadczenie mechanika pomogą określić najlepsze parametry pracy, które będą się różnić w zależności od ustawienia, narzędzia, maszyny i materiału.
Kliknij na poniższe linki, aby uzyskać więcej informacji na temat parametrów pracy dla produktów Harvey Tool i Helical.